Gage R&R crossed należy do narzędzi analizy systemów pomiarowych MSA. Jest częścią metodyki DMAIC. Gage R & R może być użyty tylko do danych ciągłych (np. temperatura, czas, ciśnienie, długość).
Analiza systemów pomiarowych MSA to precyzyjna ocena procesu pomiarowego i zazwyczaj obejmuje specjalnie zaprojektowany eksperyment, którego celem jest identyfikacja składników zmienności w procesie pomiarowym
Podobnie jak mogą się różnić procesy wytwórcze, proces uzyskiwania pomiarów i danych może również posiadać zmienność i powodować nieprawidłowe wyniki. Analiza systemów pomiarowych MSA ocenia metodę testowania, przyrządy pomiarowe oraz cały proces uzyskiwania pomiarów w celu zapewnienia integralności danych wykorzystywanych do analizy oraz zrozumienia wpływu błędu pomiarowego na decyzje podejmowane w procesie produkcji. MSA jest ważnym elementem metodologii Six Sigma oraz innych systemów zarządzania jakością. https://en.wikipedia.org/wiki/Measurement_system_analysis
Jeśli wszyscy operatorzy mierzą identyczne części ze wszystkich partii, można użyć gage R&R crossed. Jeśli jednak charakter testu jest taki, że nie jest to możliwe, jeden operator może testować części tylko z jednej partii, należy użyć gage R&R nested.
Powszechnie przyjęło się, że tam gdzie jedna część może być mierzona najpierw przez jednego operatora potem przez drugiego (kontrola krzyżowa) tam stosuje się gage R&R crossed. Natomiast tam gdzie komponent nie może być wielokrotnie mierzony i zostaje zniszczony lub zmieniony podczas procesu pomiaru lub tam gdzie nie stosuje się ponownego pomiaru ze względu na organizację pracy, w takich przypadkach stosuje się gage R&R nested.
Przykład użycia gage R&R crossed
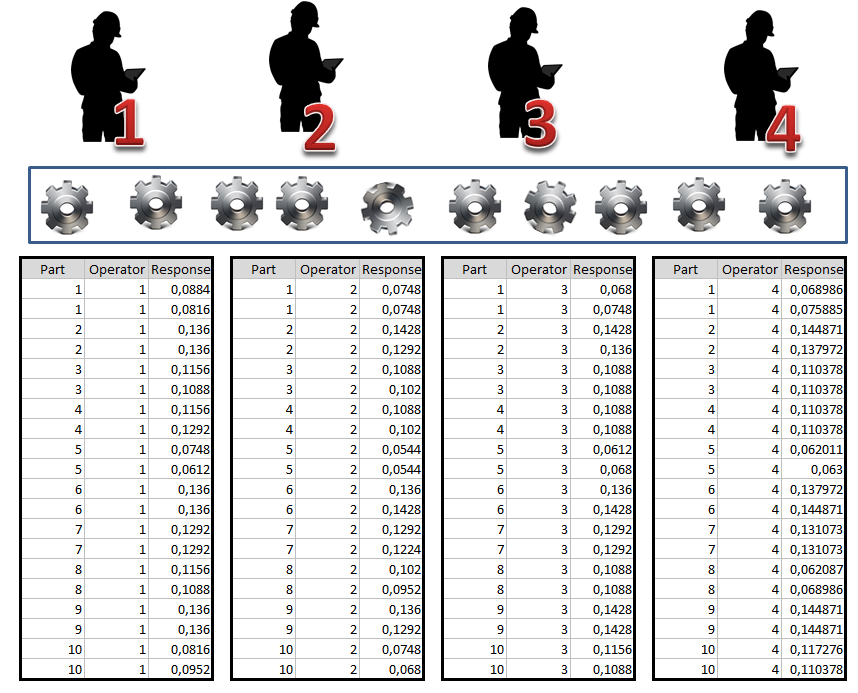
Trzech operatorów dokonało dwukrotnego pomiaru dziesięciu różnych części. Innymi słowy każda z dziesięciu część była mierzona przez każdego operatora dwa razy. Pomiary dokonywane były w kolejności losowej.
Plik do pobrania »
Kliknij aby pobrać
Badanie to przedstawia poniższy diagram.
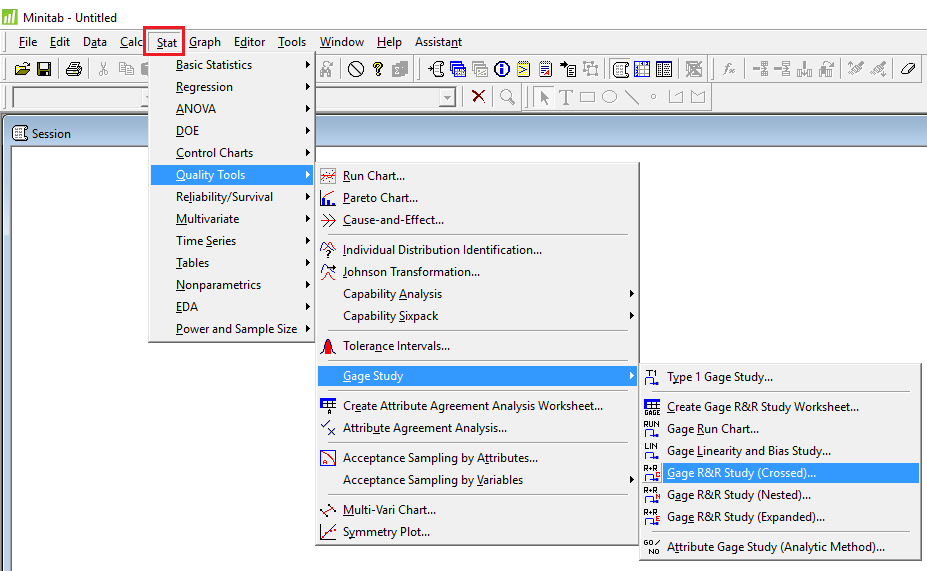
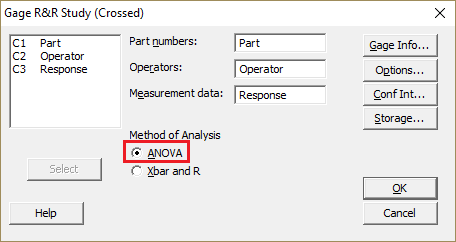
Proszę uruchomić test R&R w programie Minitab 16.
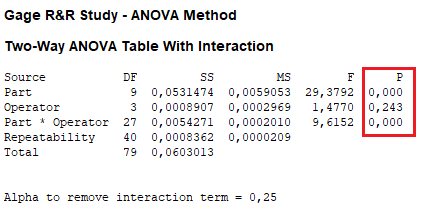
Najważniejsza w powyższym teście jest wartość p-value dla przyjętego poziomu istotności α = 0,05. Wynosi ono dla operatorów 0,243 i oznacza, że pomiary między trzema operatorami nie różnią się znacząco. Gdyby p-value było mniejsze od 0,05 oznaczałoby to, że pomiary istotnie różnią się pomiędzy operatorami.
Dalszy ciąg testu.
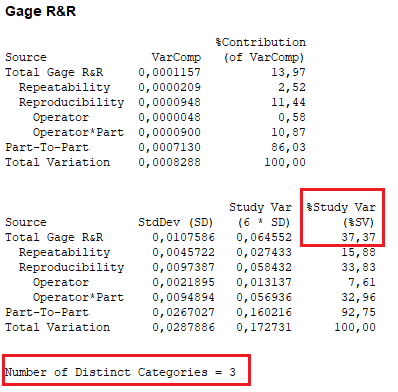
Najważniejsza jest kolumna
Operatorzy biorący udział w teście mają kłopoty z jakością pomiaru ponieważ zmienność testu gage R&R crossed wynosi 37,37
Number of Distinct Categories oznacza zdolność testu R&R do rozróżniania poszczególnych kategorii. Jeżeli proces nie jest w stanie wyodrębnić minimum 5 kategorii, wtedy jest uznany za proces o niskiej jakości.
Analiza graficzna w teście gage R&R crossed
Wykres kontrolny R
Wykres kontrolny R składa się z punktów pomiaru. Oddzielnie dla każdego operatora przedstawione są różnicę między najwyższą i najniższą wartością pomiaru dla każdej części. Wykres R nazywany jest wykresem przedziałów. Ponieważ punkty są uporządkowane według operatora, można ocenić, jak powtarzalny jest pomiar każdego operatora.
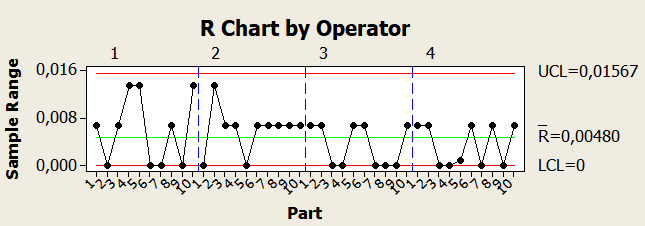
Jeśli punkty na wykresie przekroczą oznaczony czerwoną linią limitu kontrolnego (UCL), oznacza to, że operator ma problemy ze stabilnym pomiarem części. Jak widać operatorzy dokonują stabilnych pomiarów, największy problem ze stabilnością procesu ma pierwszy operator.
Wykres kontrolny Xbar
Ponieważ test gage R&R crossed powinny reprezentować cały zakres możliwych części, ten wykres powinien pokazać brak kontroli nad procesem. Świadczyłoby to dobrze o zakresie pomiarów. Brak kontroli występuje, gdy wiele punktów znajduje się poza limitami kontrolnymi karty. Granice te oznaczone są kolorem czerwonym.
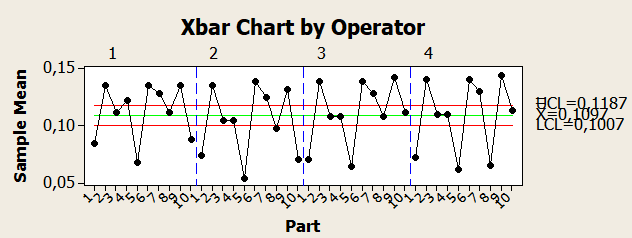
Karta kontrolna Xbar wskazuje na dobry zakres pomiarów testu R&R, ponieważ wykres pokazuje skrajny brak stabilności procesu.
By Part graph
Wykres By Part wskazuje na wartość pomiarów wg części (oś x). Kropki pokazują wartości pomiarów. Średnie są reprezentowane przez kropki z krzyżykiem. Czarna linia łączy średnie pomiary dla każdej części.
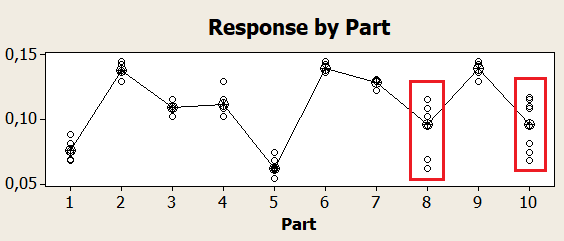
Najlepiej, jeżeli kropki dla każdej części nie różnią się znacznie swoim położeniem. Istnieje jakiś problem z częściami numer 8 i 10. Kropki są tam rozrzucone. Linia jest łamana, ponieważ mierzone części nie są identyczne, widać znacznie się między sobą różnią.
wykres Box-plot
Wykres Box-plot pokazuje wszystkie pomiary wykonane w badaniu przez operatora. Pomiary są reprezentowane przez kropki; średnia pomiarów operatora jest pokazana, jako kółko z krzyżem. Czerwona linia łączy średnie pomiary dla każdego operatora.
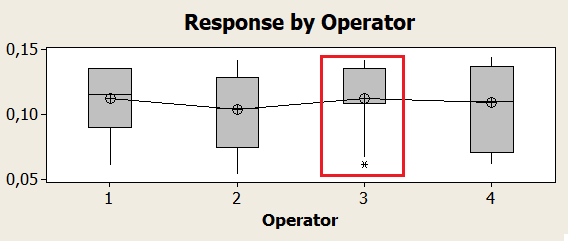
Operator trzeci ma jakiś problem z pomiarami. Jego pomiary nie mają rozkładu normalnego.
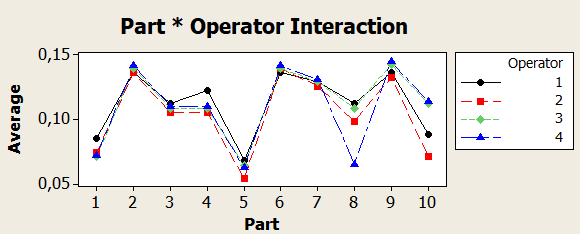
Wykres interakcji Part*Operator
Wykres ten pokazuje średnie pomiary wykonane przez każdego operatora, na każdej części biorącej udział w eksperymencie. Każdy operator ma swoją linię oznaczoną kolorem. Wspominałem, że części 8 i 10 mają jakiś problem z pomiarem. Na tym wykresie widać, że problemem z pomiarem części 8 jest wadliwy pomiar dokonany przez operatora 4. Z pomiarem części nr 10 problem mają wszyscy operatorzy.